Подводная лазерная резка металлоконструкций
Подводная лазерная газодинамическая резка металла показала высокую эффективность при испытаниях специалистами РНЛТ. Возможности технологии превосходят все традиционные способы обработки по скорости и качеству.
При этом лазерное излучение легко концентрируется в пространстве и передаётся без потерь на значительные расстояния. Для нагрева разрезаемого материала не надо подводить электричество в зону обработки.
Уникальные возможности данной технологии подтверждены сотрудниками РНЛТ в ходе многочисленных лабораторных испытаний. Лазерная резка под водой значительно отличается от резки на суше. Традиционная термическая подводная резка металла более сложный, энергоёмкий и трудоемкий процесс, чем резка в атмосфере. Под водой нагреваемая поверхность интенсивно охлаждается. Поэтому для подводной резки требуется больше энергии, чем для работы на суше.
Технологии подводной лазерной резки металла под силу решить проблемы неразрешимые для термической подводной резки. Для обеспечения необходимых условий обработки и ускорения процесса лазерной резки под воду на поверхность разрезаемого металла в зону лазерной обработки под большим давлением подается рабочий газ, который вытесняет воду.
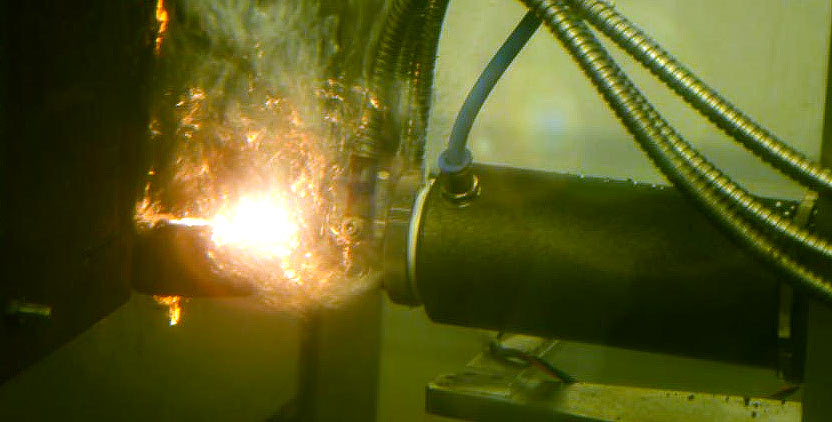
Лазер нагревает поверхность разрезаемого металла до его плавления, а газ вытесняет металл из ванны расплава, освобождая зону обработки для последующего нагрева. Обычно в зону термической обработки подаются газы, способствующие окислению металла – воздух или кислород. При лазерной подводной резке в рабочую зону можно подавать углекислый газ. Важно, чтобы поток газа имел высокую скорость истечения. Скорость и качество лазерной резки в атмосфере в большой степени зависит от давления и скорости истечения рабочего газа.
Для подводной лазерной резки требуются значительно более высокие значения давления и скорости истечения рабочего газа, чем для резки в атмосфере. Суть технического решения, позволившего специалистам РНЛТ добиться успехов в подводной лазерной резке, заключается в том, что удалось в одном конструктивном решении объединить оптимальные оптические и газодинамические показатели. В результате при кислородной газодинамической подводной лазерной резке скорость обработки составила 70 метров в час, при толщине металла 10 мм, что является наилучшим показателем среди прочих технологий подводной резки.
Несмотря на высокую температуру в рабочей зоне, лазерная резка более безопасна по сравнению с традиционной термической резкой металла. При подаче углекислого газа в качестве рабочей среды метод становится абсолютно безопасным.
Для эффективной работы достаточно иметь лазерные источники мощностью от 2-х до 10 киловатт. Стоимость таких установок невысока, они надежны и потребляют мало энергии. Срок службы лазеров значительный и превышает 100 000 часов. Для обеспечения лазерного источника электропитанием достаточно от 10-ти до 50-ти киловатт мощности. Это может обеспечить силовая энергетическая установка любого судна. Лазерная энергия без ощутимых потерь передается по оптоволокну на максимальную глубину шельфовых работ - от 300 до 600 метров. Рабочий газ для глубоководной лазерной резки легко доставляется на дно в специальных контейнерах, с запасом на одну рабочую смену.
Таким образом, сегодня нет технических ограничений для промышленного использования лазеров под водой.
Группа компаний РНЛТ рассчитывает на заинтересованность, активную поддержку и участие ведущих нефтегазодобывающих компаний в промышленном освоении лазерных технологий. Тот, кто первым освоит это инновационное направление – будет мировым лидером.